









Для изготовления шпильки был закуплен правильно-отрезной станок и станок для резьбонакатки.
Правильно-отрезной станок очень похож на И-1622, но я могу ошибаться, т.к. никаких опознавательных знаков он не имел, и в общем находился в плачевном состоянии (зато недорого :)). По механике было сделано очень много, а электрическая часть, как всегда, была заменена полностью.

Для того, чтобы один человек смог работать на двух станках мне потребовалось провести некоторую автоматизацию. В качестве управляющего контроллера для правильно-отрезного станка был выбран Mitsubishi FX1N и панель оператора Beijer E150.
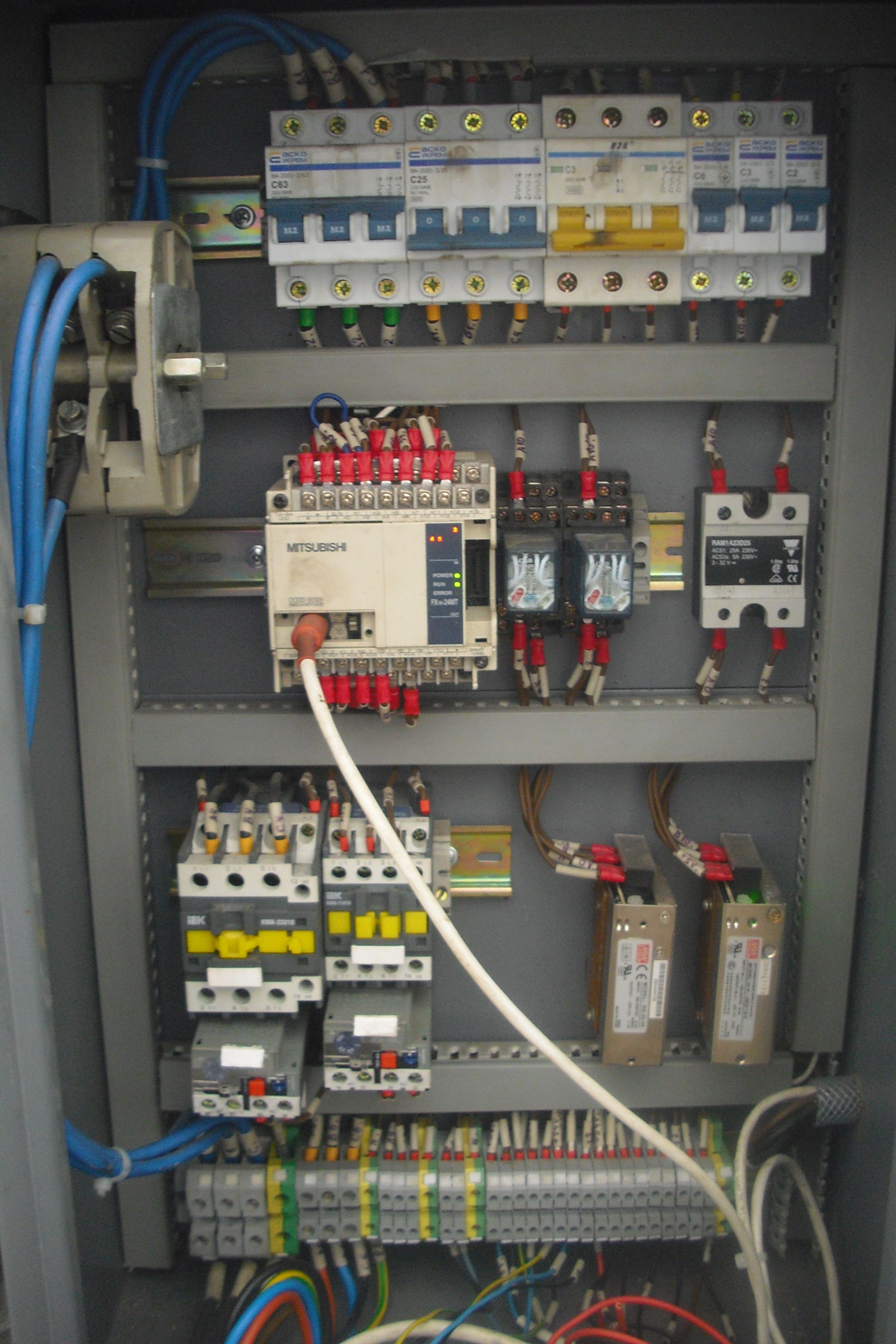

Забегая наперед скажу, что при включении двигателя протяжки напрямую к сети нормально работать не получилось, так как скорость движения была слишком высока. Поэтому пришлось докупить частотный преобразователь на 18.5 кВт.

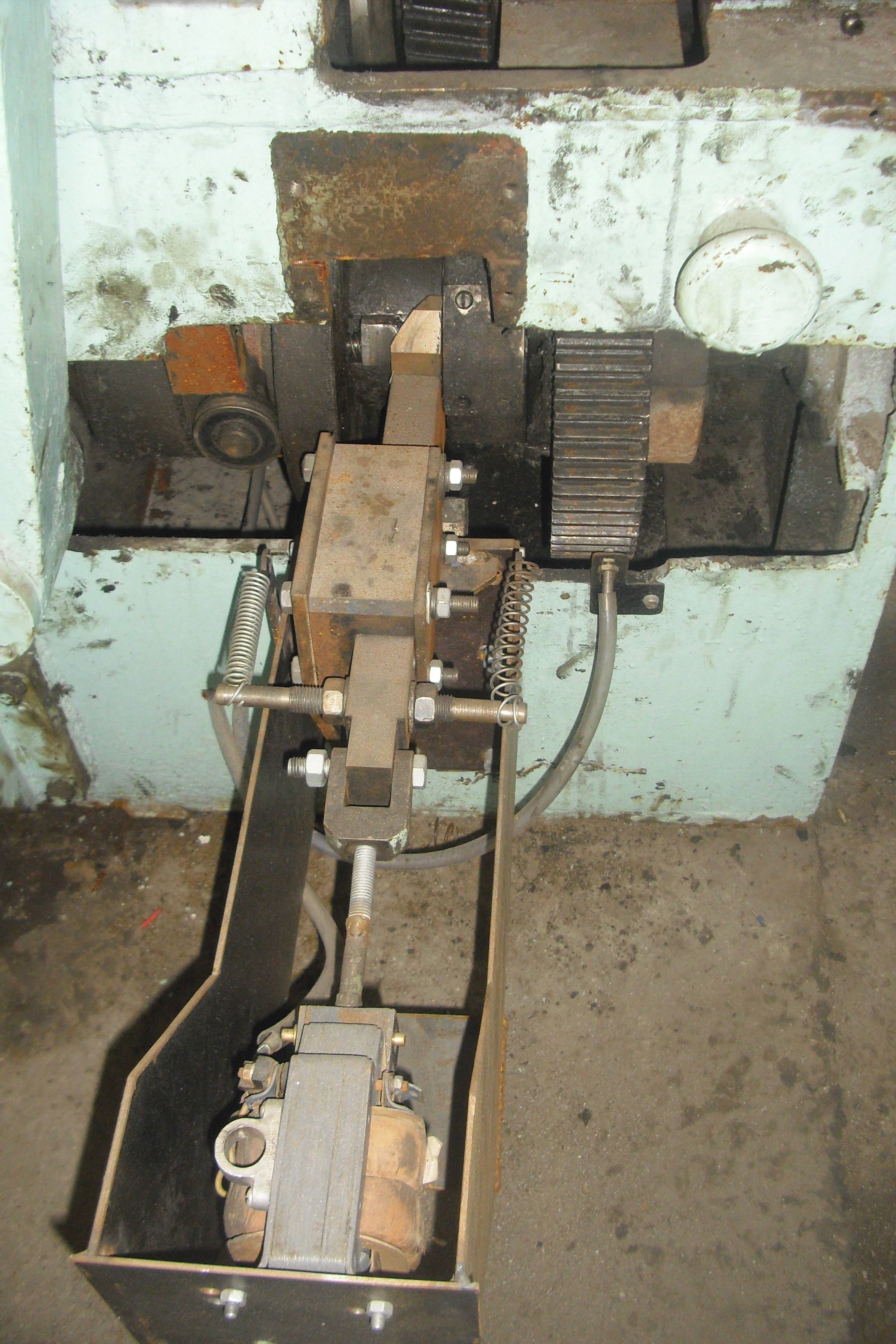
В качестве измерителя длины изделия (на выходе получается ровный стальной прут) был установлен индуктивный датчик на одну из шестерен с зубьями. Возиться с установкой энкодера было нецелесообразно, так как точность при подсчете зубьев при помощи обычного индуктивного датчика была более чем удовлетворительной.
Для оператора станка вся настройка сводится к выставлению требуемого количества и длины прута и выбору скорости подачи.
Далее по техпроцессу на пруте нужно накатать резьбу.
В качестве резьбонакатного станка был приобретен UPWS25 (производства еще ГДР) с отличной механикой и сильно потрепанной электрической частью. Станок был приведен в норму, электрическая часть заменена полностью.


Шкаф управления был собран на базе контроллера ОВЕН ПЛК100 и панели оператора ОВЕН ИП320:
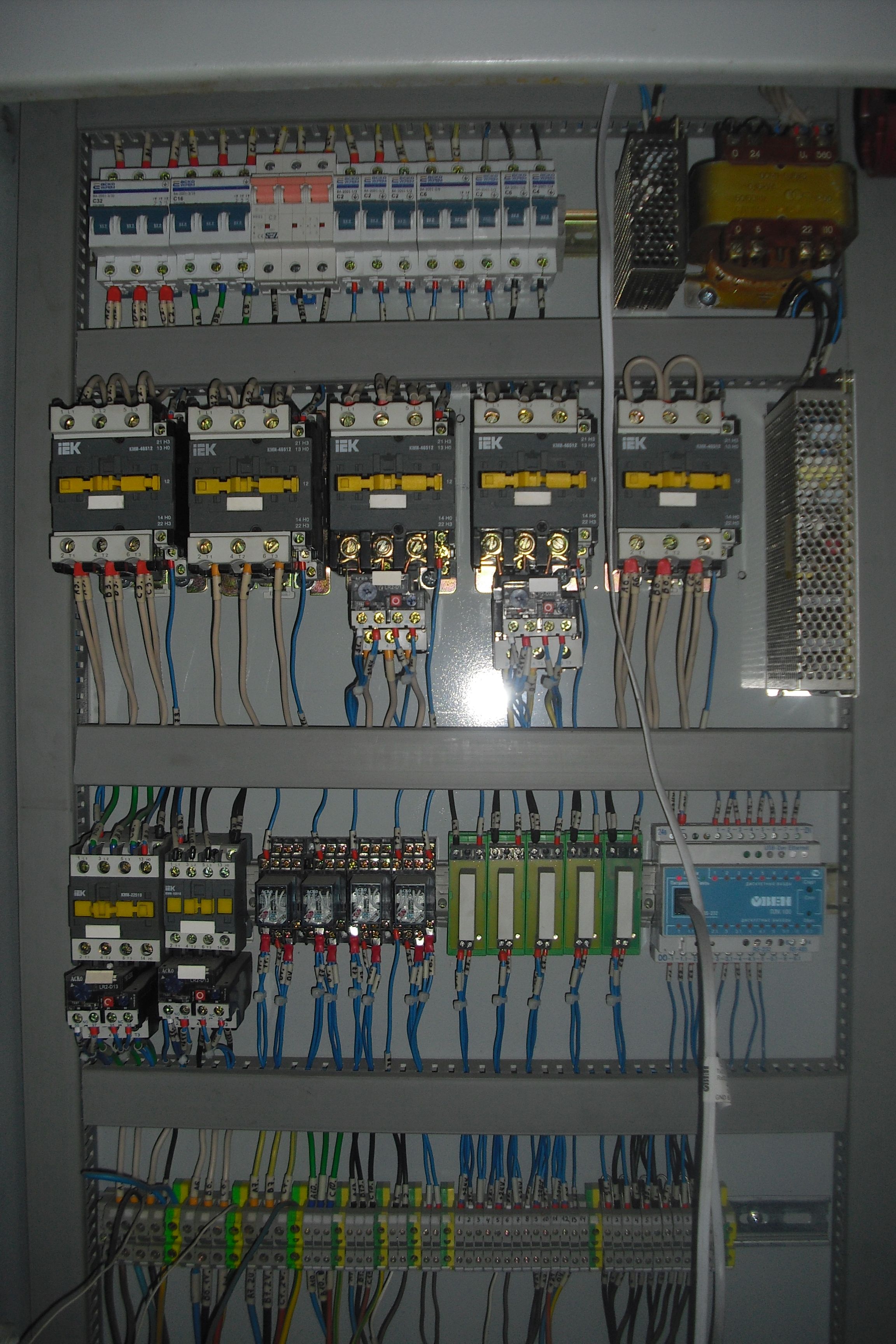
После модернизации габариты шкафа уменьшились в два раза, панель оператора ИП320 заменила громоздкий пульт с множеством переключателей режимов работы, настроек таймеров и т.д.

К сожалению на данный момент видео отсутствует, так как станки временно простаивают.


