









Линия порошковой покраски состоит из 7 модулей:
- Камера обезжиривания и фосфатирования
- Камера промывки
- Сушка
- Нанесение порошковой краски
- Запекание краски
- Транспортер
- Шкаф управления
1. Камера обезжиривания и фосфатирования представляет собой некоторую камеру с баком на 1000 литров, в которой детали тщательно поливаются из форсунок водно-щелочным раствором. Детали находятся в подвешенном состоянии и при помощи транспортера перемещаются вдоль форсунок.
Состав: фильтр для воды, насос для форсунок, ТЭНы для подогрева воды, датчик температуры, датчик уровня, pH метр.
При работе контроллер управления поддерживает заданную температуру воды, измеряет ее уровень (так как распыленная и подогретая вода хорошо испаряется) и при необходимости автоматически включает помпу и доливает до заданного уровня чистую воду из дополнительного резервуара. Контроллер также анализирует уровень pH, и если он выходит за допустимые пределы, то оповещает оператора о необходимости добавления химреактивов.
2. Камера промывки представляет собой точную копию камеры обезжиривания. Разница лишь в том, что в эту камеру химреактивы не добавляются. Так же как и в камере обезжиривания контроллер отслеживает уровень pH. Понемногу вода из камеры обезжиривания через детали попадает в камеру промывки и становится щелочной. Контроллер управления предупреждает о необходимости замены воды.

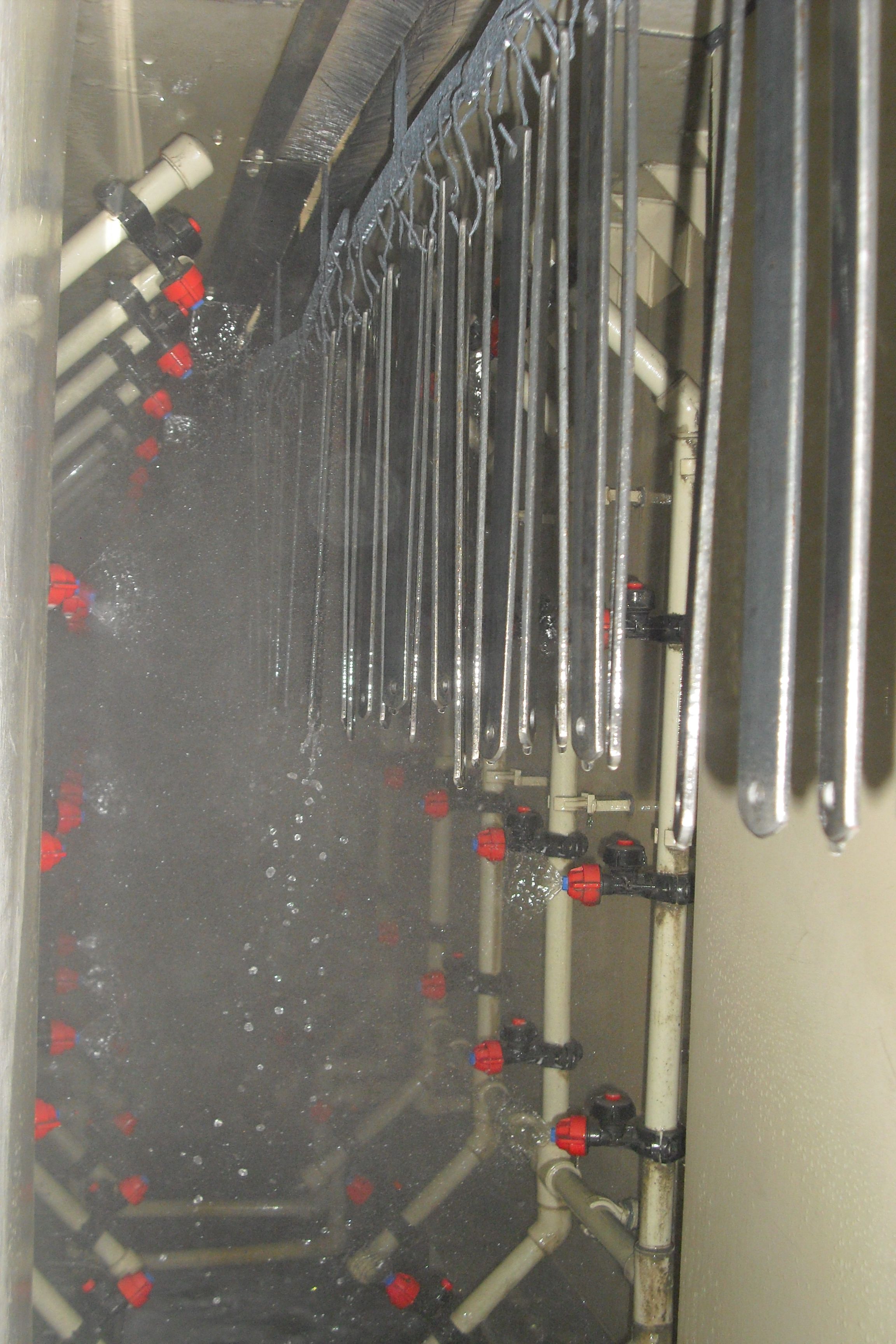

Промывочная камера Детали в камере Датч.уровня и температуры
С левой стороны виден щиток и датчик уровня. В щиток заходит кабель с датчика уровня, датчика температуры и pH-метра. Внутри находится модуль ОВЕН МВ110-224.pH, который по протоколу RS-485 отсылает информацию на контроллер управления.
Видео промывки:
Это же видео тут.
3. Сушка состоит из вентиляторов, нагревательных элементов и датчика температуры.


Вентиляторы забирают воздух сверху сушильной камеры и по воздуховоду направляют вниз, пропуская через ТЭНы. Подогретый воздух поднимается вверх и цикл повторяется. Таким образом удалось минимизировать утечку теплого воздуха за счет принудительной конвекции внутри камеры. Унифицированный токовый сигнал с датчика температуры (виден в центре) поступает на контроллер, который поддерживает температуру, заданную оператором.
4. Нанесение краски производится при помощи четырех пистолетов и двух манипуляторов. Манипуляторы перемещают пистолеты вверх/вниз, причем верхнее и нижнее положение, а также скорость перемещения настраиваются оператором. Внутри находится асинхронный двигатель, подключенный к частотному преобразователю и резистивный датчик положения. К пистолетам подключаются шланги с воздухом и с порошковой краской, а также кабель к блоку управления. В пистолет интегрирован генератор высокого напряжения отрицательной полярности (электростатическое нанесение). С блока управления можно регулировать выходное напряжение до 100 кВ, а также облако рассеивания порошка.



Манипулятор Внутри камеры Блок управления
В пистолеты краска попадает по шлангам из специальной емкости, выполненной из нержавеющей стали. В ней врезаны два емкостных датчика уровня и снизу подведен воздух для вспушивания. Если краска в емкости заканчивается, то срабатывает нижний датчик уровня и контроллер включает вибростол, который находится сверху. Вибростол перекачивает и просеивает новую краску из упаковки в бак.


Вибростол и бак с краской Датчики уровня
Во время покраски часть порошка притягивается к детали, а остальное оседает на дне. На дне установлены воздушные форсунки, которые сдувают краску в зону работы циклона, который всасывает и собирает краску в специальном бункере.


Бункер (циклон сверху) Циклон
Видео нанесения краски:
Это же видео тут.
5. После нанесения краски деталь нужно поместить в печь.

Печь представляет собой камеру длиной 22 метра выполненной в виде трапеции (подъем, прямая, спуск). По всей длине расположены ТЭНы. Горячий воздух поднимается вверх и не имеет возможности выйти за пределы камеры. Таким образом форма трапеции позволяет уменьшить теплопотери. Для более точной регулировки температуры печь разбита на 4 зоны. В каждой зоне установлен свой датчик температуры и оператор может устанавливать разную температуру для каждой зоны. Кроме того, перегоревший ТЭН можно заменить не останавливая линию. Для этого нужно отключить проблемную зону, открыть снизу крышку и произвести замену.

Внутри печи
6. Транспортер состоит из мотор-редуктора, подключенного к частотному преобразователю и индуктивного датчика вращения. Двигатель приводит в движение цепь, на которую навешиваются детали. Скорость вращения мотора регулируется оператором с панели управления. Датчик вращения установлен для отключения движения при заклинивания цепи, например если громоздкая деталь за что-нибудь зацепится.
![]()
![]()
![]()
Вид сверху Вид снизу Датчик вращения
Видео транспортера:
Это же видео тут.
7. Шкаф управления. Общий вид:


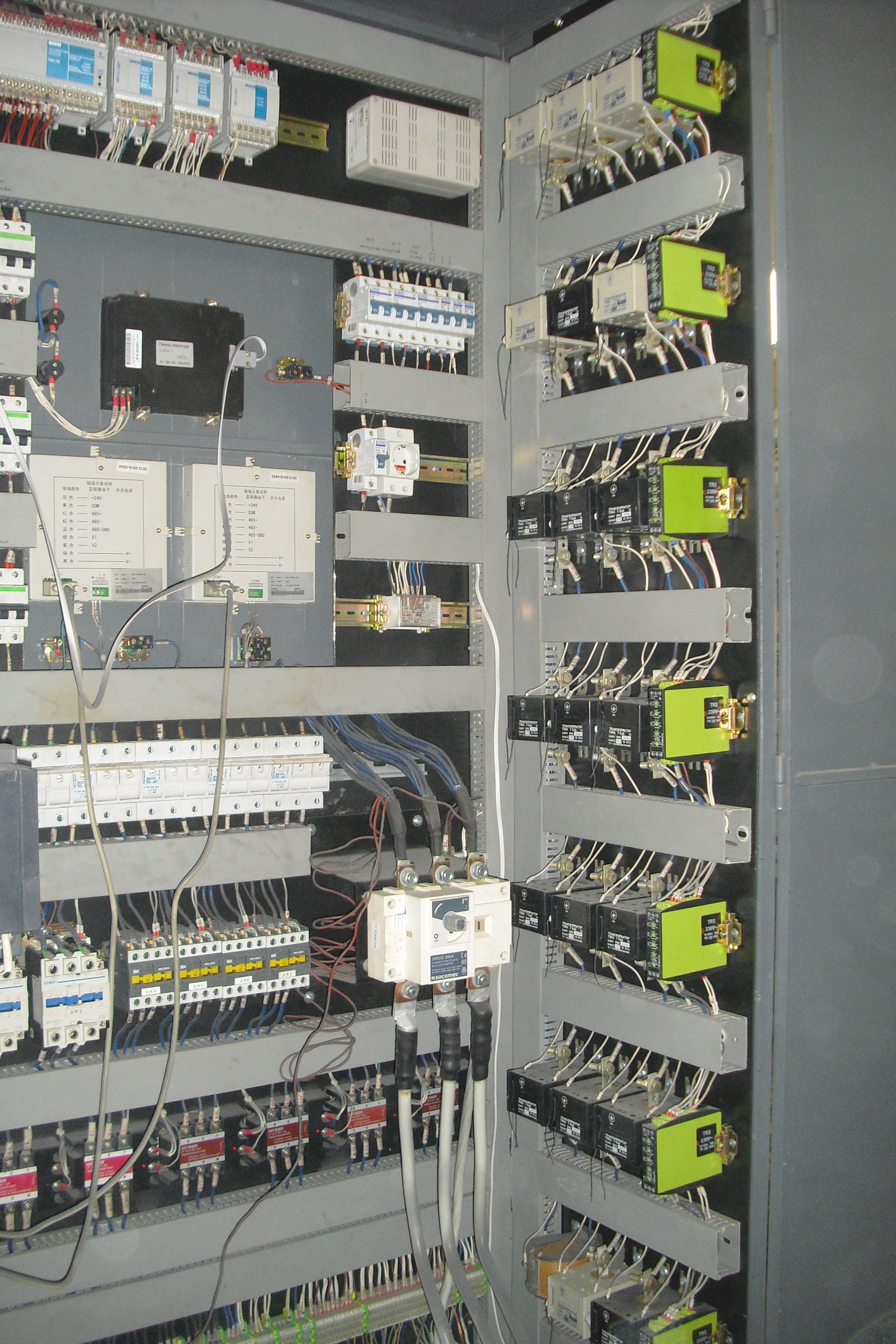
Контроллер и панели оператора:
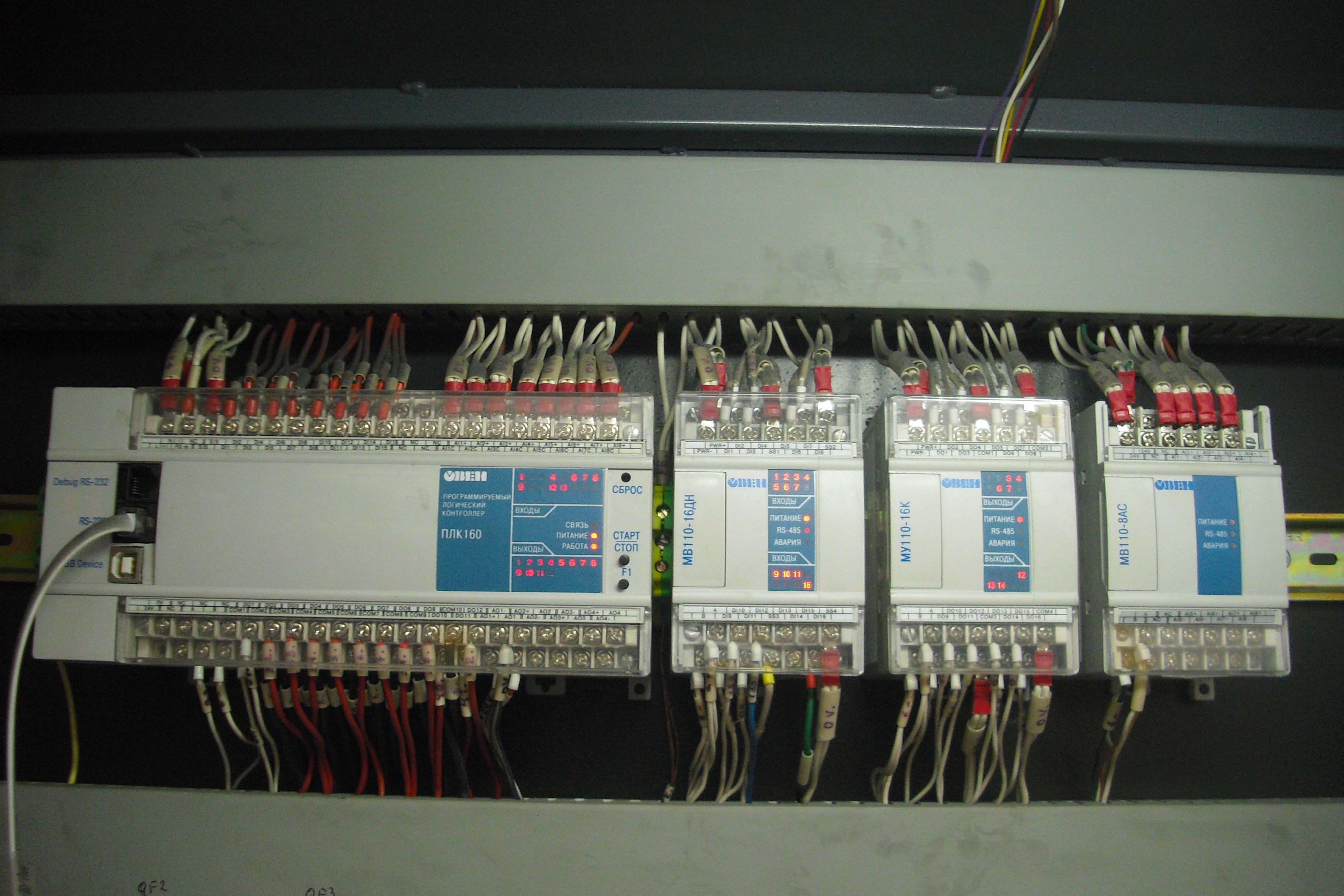

Начинка шкафа выполнена на базе контроллера ОВЕН ПЛК160 и панели оператора ОВЕН СП270. К контроллеру дополнительно подключены 5 модулей ввода/вывода, 3 видно на фото, 2 находятся удаленно (модуль ввода цифровых сигналов, модуль ввода аналоговых сигналов, модуль вывода цифровых сигналов и 2 модуля ввода pH). ОВЕН был выбран как самый бюджетный и достаточно функциональный контроллер. К тому же блоки расширения подключаются просто к сети RS485.
В схеме предусмотрено несколько защит.
1. Все ТЭНы подключены через трансформаторы тока. Измеряя ток, контроллер определяет сгоревший ТЭН и выдает на экран сообщение, что позволяет своевременно произвести замену.

Как я уже писал выше, заменить ТЭН в печи можно не останавливая весь процесс.
2. На все автоматические выключатели установлены дополнительные контакты. Если какой-нибудь "автомат" отключится, контроллер выдает на экран соответствующее сообщение и принимает решение, останавливать линию или нет.
3. Все электродвигатели (кроме транспортера и манипуляторов) подключены через тепловое реле. При срабатывании защиты контроллер отключает соответствующий магнитный пускатель, выдает на экран сообщение, и принимает решение об остановке линии.
4. Частотные преобразователи настроены на номинальный ток двигателя (транспортер и манипуляторы), и в случае превышения тока выдают сигнал на контроллер, который останавливает данный узел.
5. На протяжении всей линии установлены кнопки аварийного отключения.
Сверху шкафа установлена светосигнальная колонна, чтобы аварию видно было издалека.
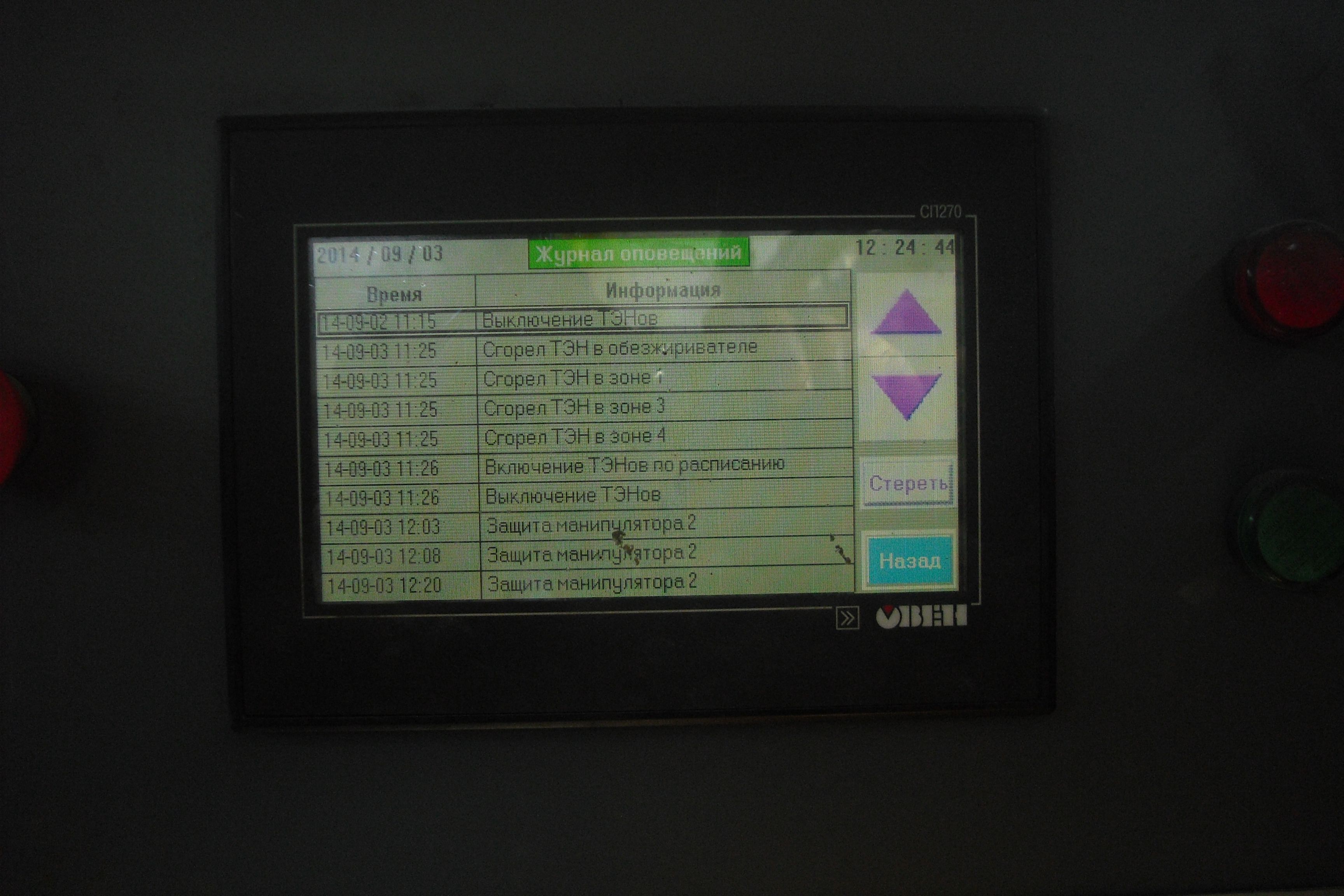
Сообщения, которые высвечиваются на экране, сохраняются в энергонезависимой памяти в панели оператора в виде хронологической таблицы. При необходимости можно зайти в этот раздел и найти нужную информацию.
Также, при желании, можно записать данные любой зоны нагрева в память, чтобы например проанализировать причину брака. Запись ведется в энергонезависимую память EEPROM панели оператора в виде хронологического графика.

Можно записать одну зону или несколько одновременно (можно все сразу). На графике можно увидеть установленную температуру (черный), текущую температуру (красный), и мощность на нагревательный элементах (синий). По этому графику видно, как регулируется температура. При достижении температуры к заданной, мощность на ТЭНах снижается (начало графика), и увеличивается если происходит рассогласование (конец графика). Мощность ТЭНов регулируется трехфазными твердотельными (электронными) реле, которые управляются контроллером методом ШИМ (широтно-импульсная модуляция) по ПИ-закону регулирования (пропорционально-интегральному закону).
Памяти панели хватает для непрерывной записи в течении 7 дней одновременно всех зон нагрева. После исчерпания свободной памяти старые графики автоматически будут стираться и на их место записываться новые. Но включать рекомендуется только при необходимости, так как ресурс EEPROM ограничен (хотя, даже если взять самый минимальный ресурс 10000 циклов перезаписи, то можно записывать непрерывно в течении 190 лет).
Есть еще некоторые дополнительные функции, которые не были описаны ранее. Например: включение по расписанию (к началу рабочего дня печи уже прогреты), просмотр состояния цифровых и аналоговых входов и выходов (нет необходимости даже открывать шкаф), построение графиков реального времени (не хронологический).
Общее видео процесса:
Это же видео тут.


